Yesterday I posted the newest video to our YouTube page, showing the various machines we use for fabrication in our HVAC sheet metal custom job shop.
Here is a list of what we currently use to fabricate HVAC sheet metal ductwork and fittings.
K & E Sheet Metal Custom Job Shop Equipment:
Sheet Metal Bending
- (2) 8’ wide manual brakes with bending capability up to 16 gauge mild steel
- (2) 30” wide hand bench top brakes
- (1) Cheek bender with 24” bend length & 22 gauge mild steel capacity
- (1) 30” wide cleat bender with 20 gauge mild steel capacity
Sheet Metal Forming
- (1) Fourplex Roll Former with button lock and slip/drive capabilities. up to 22 gauge
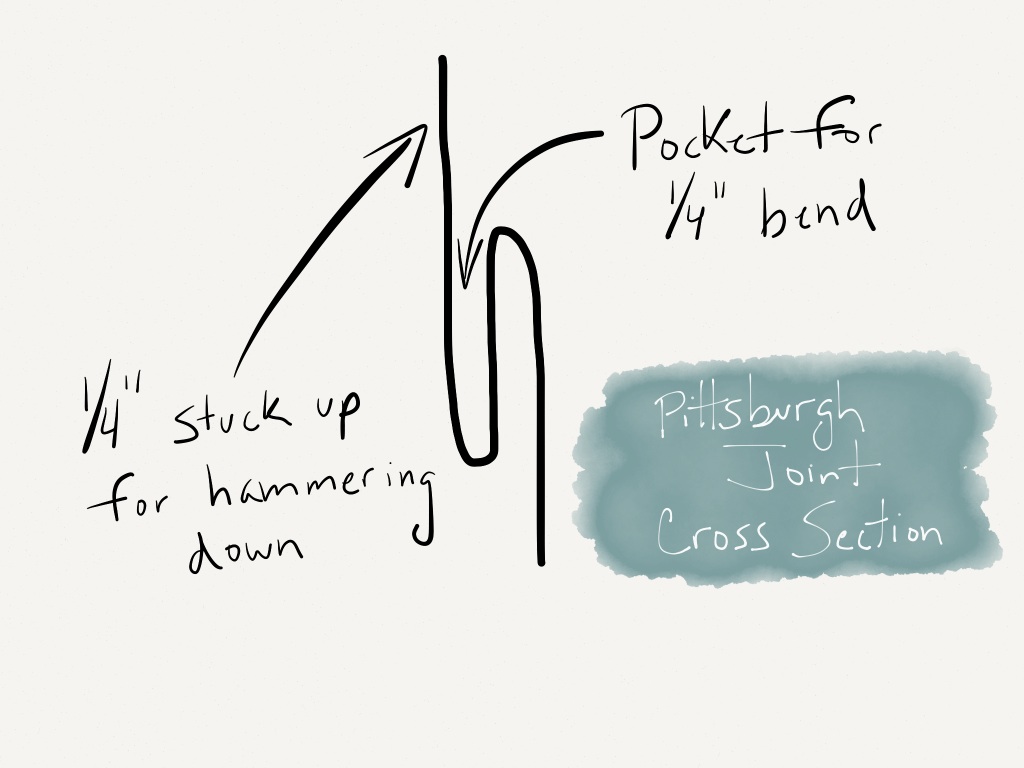
- (2) Pittsburgh machines with 22 gauge capacity
- (1) 36” wide manual rolls with 22 gauge capacity
- (1) Tabletop Easy Edger with 22 gauge capacity
Sheet Metal Cutting
- (1) 52” wide foot operated shear with 16 gauge mild steel capacity
- (1) Bench top hand operated shear up to 20 gauge
- multiple hand operated long handle and aviation snips
Note: We DO NOT have any welding capabilities